Stefa Downspout Roll Former Setup and Operation Guide for Metal Fabrication Managers
Forward-thinking shop managers know that today’s fiercely competitive environment demands not just hustle, but smart investments and process mastery. If your operation is expanding into metal downspout fabrication or aiming to enhance current output, becoming fluent with the Stefa Downspout Roll Former is key. This guide cuts through technical jargon, providing straightforward, actionable steps for safe setup and reliable operation, all while focusing on smart business decisions that ensure your investment pays off.
Understanding Stefa Downspout Roll Former System Components
A successful fabrication process starts with knowing your equipment inside and out. The Stefa Downspout Roll Former consists of the following main components: the entry guide, the multiple station roll forming mill, the cut-off system, drive motor, electrical cabinet, and exit table. Each plays a crucial role in shaping flat coil material into uniform, high-quality downspouts.
For shop managers evaluating the Stefa system, it’s important to choose the correct machine model for your production volume and product size range. Models vary in their forming speed, maximum material thickness, and automation features. Machines with quick-change tooling and powered decoilers minimize downtime and cut unnecessary material handling, which boosts efficiency.
From a sales and operations standpoint, highlight to your team that Stefa machines allow you to respond flexibly to different customer profiles—whether small contractors or large-scale roofing suppliers. Efficient machine selection and configuration options can open doors to new markets or upsell possibilities in commercial gutter and downspout solutions.
Preparing Your Facility and Materials for Setup
Proper preparation ensures smooth setup and safe operation. Make sure you have an area with level flooring, enough space around the machine for operator movement and maintenance access, and a reliable electrical supply matching the Stefa’s power requirements. For larger machines, check load-bearing capacity of your floor and plan for material flow with minimal handling.
Arrange coil stock locations so they feed directly onto the roll former’s decoiler with a clear path. This reduces the risk of material damage and cuts down walking time for your operators. Consider vertical racking near the machine for both finished downspouts and raw coils, aligning with your workflow to eliminate unnecessary steps.
When purchasing, ask your vendor about installation support and on-site training options, which will speed up your learning curve and reduce setup-related downtime. Also, get recommendations for material grades and thicknesses that best match your product and customer specifications, ensuring smooth operation and extended tooling life.
Step-by-Step Setup of the Stefa Roll Former
Begin by inspecting all machine components for shipping damage, checking that rollers, guides, and safety covers are securely in place. Connect electrical and pneumatic lines according to the manufacturer’s diagrams, or contract a certified technician to ensure compliance with local codes.
Mount the coil on the decoiler and thread the strip through the entry guides. Use manual jog mode for a test run, watching how the material tracks through the rollers. Fine-tune the guides for perfect alignment, as an improperly aligned strip causes jams and costly material waste.
Check die clearances and adjust the cut-off system according to your downspout dimensions. Run several short samples through the machine to confirm profile accuracy and end cut quality. Small tweaks at this stage prevent large-scale scrap and rework. Document your setup for reference; this saves time next time you switch profiles or material gauges.
Choose a Stefa model with automatic adjustment features if your product line involves frequent size changes. These reduce manual intervention, helping you produce small batches or custom orders without lengthy downtime for changovers.
Operational Best Practices for Consistent Downspout Fabrication
Assign a dedicated, trained operator to run the machine. This improves accountability and lets that operator develop a sharp eye for spotting early issues. Regularly verify that material is feeding cleanly and that finished downspouts meet your specified tolerances.
Implement a progressive assembly layout that moves finished downspouts quickly from the exit table to staging or packaging with minimal lifting or backtracking. Batch production by size or material gauge to keep setup times low and maximize continuous running.
From a sales standpoint, being able to guarantee consistent quality and turnaround sets your shop apart. Document your best practices—including pass/fail samples and maintenance intervals—so you can present your shop as a reliable, high-output supplier.
Maintenance Procedures and Troubleshooting Techniques
Daily maintenance is simple but indispensable. Wipe down rollers and guides to prevent buildup or scoring. Lubricate moving parts as specified in the manual. Weekly, inspect the cut-off blade for sharpness and proper alignment.
Troubleshooting starts with the basics: if the finished downspout has ripples or deformation, check roller alignment first. If the cut-off is ragged, examine the blade and adjust its clearance. Electrical issues, such as machine stoppages or error codes, often stem from loose connections—tighten terminal blocks and verify sensor positions routinely.
Keep a checklist of the most common problems and their solutions taped near the machine, and work with your Stefa dealer or manufacturer for quick access to parts or advanced support. Faster resolution of issues means less downtime and happier customers.
Maximizing Output Quality and Production Efficiency
Continuous improvement is key. Review production records weekly for any recurring stoppages, scrap levels, or bottlenecks. Invest in operator cross-training so any absence doesn’t slow the line. For shops with high throughput, consider automating coil loading or integrating the rollformer into a broader material handling system.
When quoting jobs, use your machine’s demonstrated speeds and changeover times to bid accurately and competitively. Advertise your ability to produce long, seamless downspouts or custom lengths with short lead times, leveraging your robust Stefa setup as a unique selling point.
Ask your machine provider about integrating value-added features such as embossers or punch tooling, letting you offer innovative product lines with minimal additional investment.
FAQ
What’s the biggest benefit of using a Stefa Downspout Roll Former?
It allows for high-speed, consistent production with minimal manual labor, reducing costs and increasing throughput.
How much training do operators need?
Operators with basic mechanical skills can learn setup and operation in a few days, especially with vendor-assisted training.
How do I minimize material waste during setup?
Always run short test samples when setting up; keeping documented setup parameters helps too.
Are maintenance costs high?
With regular care and proper lubrication, maintenance costs are predictable and relatively low compared to manual fabrication methods.
Is the machine suitable for frequent product changes?
Select Stefa models with automatic adjustment and quick-change tooling handle frequent changes efficiently.
Do I need special electrical requirements for this machine?
You’ll require a dedicated industrial electrical supply, typically 3-phase power; check your shop’s capacity in advance.
Running a Stefa Downspout Roll Former is a smart move for forward-thinking shops aiming for higher efficiency, consistent quality, and competitive edge. With careful setup, ongoing care, and a focus on workflow efficiency, your investment will pay off in strong customer satisfaction and business growth.
If you have more questions or want to evaluate the best setup for your shop, reach out to an experienced Stefa equipment dealer or a trusted metal fabrication consultant for tailored advice—and keep your production lines moving strong!
The Stefa Downspout Roll Former is a specialized roll-forming line used to convert flat metal coil into consistent, accurately formed downspout profiles for gutter and rainwater management systems, making it a key asset for metal fabrication managers focused on throughput, repeatability, and reduced manual handling.
At a Glance
- Application: Continuous forming of metal downspouts from coil stock for gutter and rainwater systems.
- Typical materials: Coated steel, galvanized steel, aluminum, or similar sheet metals appropriate for roll forming.
- Core benefit: High-volume, consistent cross-section production with minimal scrap once properly set up.
- Forming method: Progressive roll stations gradually shape flat strip into closed or open downspout profiles.
- Ideal users: Metal fabrication shops, gutter system manufacturers, and contractors with in-house forming capability.
- Key setup focus: Correct roll tooling alignment, material feed path, and cut-off length calibration.
What It Typically Costs
Pricing estimate (USD): Varies by configuration.
- Base machines with simple manual controls usually cost less than fully automated lines with integrated decoilers and runout tables.
- Additional forming stations, more complex downspout profiles, and special materials (e.g., thicker gauge or high-strength steels) tend to increase overall price.
- Integrated coil handling (decoiler, straightener, and guiding) and powered runout tables add to upfront cost but reduce labor requirements.
- Automation options such as programmable length control, batch counters, and recipe storage increase both price and operational efficiency.
- Budgeting should also include installation, operator training, spare roll tooling, and basic maintenance tools.
Key Selection Factors
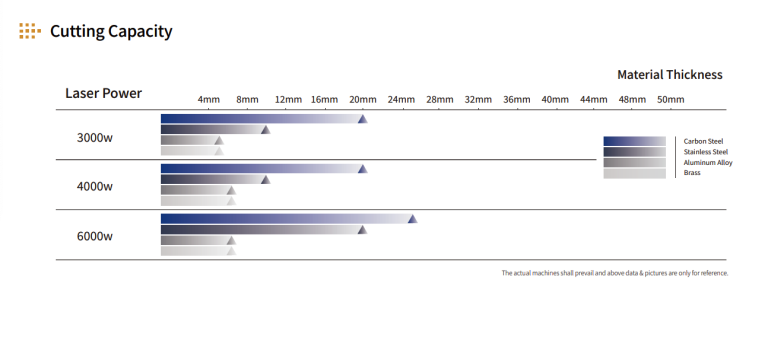
- Material and gauge capability – Confirm the machine’s rated range of metal thicknesses and compatible materials so it can handle your most demanding downspout specifications without excessive wear or deformation.
- Profile size and geometry – Ensure the roll tooling and number of stations support your required downspout dimensions (width, shape, corner radii, seam style) and any future profile variations you anticipate.
- Line speed and throughput – Match the forming speed to your production targets; higher speeds require more precise setup, better material guiding, and reliable cut-off systems to avoid twist or bow in the finished downspouts.
- Changeover and adjustability – Evaluate how easily operators can adjust roll gaps, guides, and cut length, and whether the machine supports quick tooling changes or fine-tuning for different material thicknesses.
- Cut-off system – Consider whether you need a flying cut-off (for continuous production) or a start/stop shear, and how accurately the system can maintain length tolerances across long runs.
- Controls and diagnostics – Look for clear operator interfaces, straightforward length and batch programming, and basic fault indicators that simplify troubleshooting and reduce downtime.
- Footprint and integration – Check that the decoiler, roll former, and runout area fit your plant layout and can be integrated into existing material flow and packaging areas.
Buying Advice
- Verify the machine’s rated material thickness and width match your coil stock and the most demanding downspout specification you plan to run.
- Inspect roll tooling condition (or tooling drawings if new) to confirm proper profile design, gradual forming, and adequate support for corners and seams.
- Check that the decoiler and entry guides will reliably center and feed the coil without edge damage or camber-induced tracking issues.
- Confirm the cut-off unit’s mechanical condition, blade alignment, and method of length control so you can hold your required tolerances.
- Assess the control system for intuitive operation, clear length and batch settings, and straightforward fault messages for operators.
- Ask about recommended maintenance intervals, lubrication points, and access to wear components such as bearings, guides, and shear blades.
- Review the available training and documentation for setup, basic troubleshooting, and safe operation tailored to your staff’s experience.
- Evaluate noise levels and safety guarding (covers, interlocks, emergency stops) relative to your plant’s safety standards.
- Plan for coil handling, staging, and finished-part stacking or bundling so the line can run at its intended speed without bottlenecks.
- Consider future needs such as additional downspout sizes or profiles and whether the machine can be upgraded with new tooling or options.
Buyer Questions
What materials can a Stefa Downspout Roll Former typically process? It is generally designed for standard downspout materials such as coated steel, galvanized steel, aluminum, or similar sheet metals, provided they fall within the machine’s specified thickness range.
How important is proper roll setup on this type of machine? Correct roll alignment, pass progression, and gap adjustment are critical; poor setup can cause twist, bow, surface marking, or seam issues that lead to scrap and rework.
Can one machine handle multiple downspout sizes? That depends on the specific configuration; some setups are optimized for a single profile, while others allow different sizes or styles through tooling changes and adjustable guides.
How is cut length controlled on a downspout roll former? Length is typically managed through the control system using an encoder or similar measuring device that triggers the cut-off unit at the desired length setting.
What line speed should I expect? Actual speed depends on configuration and material, but you should select a speed that your coil handling, forming passes, and cut-off system can support without compromising profile quality.
What are common quality issues if the machine is not set up correctly? Typical problems include inconsistent dimensions, oil canning, twist, bow, poor seam closure, and length variation, all of which can usually be traced back to tooling setup or material feed.
How often does roll tooling need maintenance? Frequency depends on production volume and material type, but regular cleaning, inspection for wear, and lubrication of bearings help maintain profile accuracy and extend tooling life.
Do I need a dedicated operator for the line? In most fabrication environments, a trained operator or team is assigned to monitor coil loading, machine settings, quality checks, and safe operation throughout each run.
What facility considerations are important before installation? You should confirm adequate floor space, coil storage, power supply, and safe access around the decoiler, roll former, and runout sections.
Can this machine be integrated into a larger production line? Yes, downspout roll formers are often placed within broader fabrication flows, provided that upstream coil handling and downstream packaging or assembly are coordinated with the line’s throughput.
Source: Stefa Downspout Roll Former Setup and Operation Guide for Metal Fabrication Managers
Stefa Downspout Roll Former Setup and Operation Guide for Metal Fabrication Managers