When Does a 12 kW to 20 kW HSG Fiber Laser Make Financial Sense for Midwest Fabricators

Introduction: Why 12–20 kW Is a Live Question in 2026
Across Illinois, Iowa, and the greater Midwest, structural contractors, heavy equipment manufacturers, and contract job shops are seeing more demand for thicker mild steel, larger weldments, and compressed lead times. At the same time, labor remains tight and margins are under pressure.
HSG Laser’s flat and plate fiber platforms are now commonly configured from 12 kW up through 15 kW and 20 kW, positioning Midwest shops to evaluate whether more power translates into measurable throughput and cost advantages. According to HSG Laser product documentation, these systems are engineered for high-power plate processing with automation options and scalable configurations suitable for structural and heavy fabrication environments.
The real question is not whether 20 kW can cut thicker plate. It is when that additional capacity creates financial return instead of higher fixed and operating cost.
Defining the Capability Window: What 12 kW, 15 kW, and 20 kW HSG Systems Are Built to Do
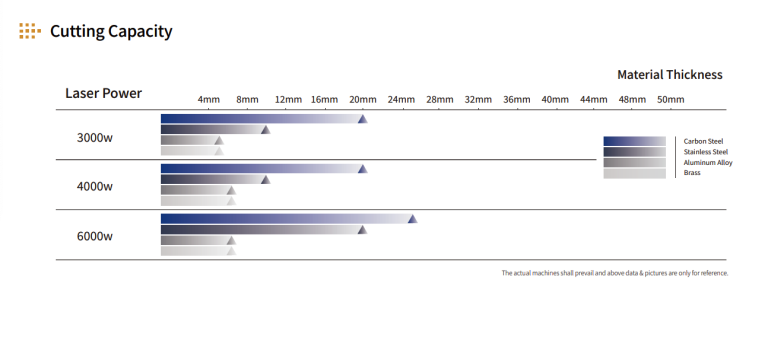
HSG’s high-power fiber laser platforms are designed for carbon steel, stainless steel, and aluminum processing in industrial production settings. OEM materials show power configurations extending into the 20 kW class for large-format flatbed and plate-oriented systems, often paired with shuttle tables, tower storage, and automated load and unload solutions.
In practical Midwest terms, a 12 kW system comfortably addresses mixed workloads that include thin gauge through heavy plate, while 15 kW and 20 kW configurations are positioned for operations that routinely process 1 inch and thicker mild steel or high volumes of heavy components. The added wattage primarily improves cycle time and piercing performance in thick material rather than dramatically changing thin-gauge economics.
IPG Photonics, a leading fiber laser source manufacturer, notes that modern high-power continuous wave fiber lasers are designed for scalable industrial applications with strong electrical efficiency relative to legacy technologies. That efficiency helps support higher output levels, but total system demand still increases as wattage rises.
Material Mix Math: When Thick Plate Volume Justifies Higher Power
For Midwest job shops and OEM suppliers, ROI typically shifts when thick plate represents a consistent share of the workload.
A practical decision benchmark includes:
- If less than roughly 20 to 30 percent of annual laser hours are above one half inch mild steel, 12 kW often delivers balanced performance and lower operating exposure.
- If 30 to 50 percent of workload regularly exceeds one half inch, and 1 inch plate is common, 15 kW can reduce cycle times enough to relieve bottlenecks.
- If 1 inch and thicker mild steel runs daily, in meaningful batch sizes, 20 kW begins to shift from optional to strategic.
The key variable is not occasional heavy jobs. It is frequency and batch size. High-power systems show the strongest financial case when thick plate is cut in volume and when faster cutting translates directly into more shipped assemblies per shift.
Fabricating & Metalworking Magazine has consistently reported that U.S. fabricators are adopting higher-power fiber lasers to address throughput constraints and reduce secondary processing in heavy plate work. However, the same coverage emphasizes utilization as the determining factor in cost justification.
Assist Gas Economics: Nitrogen Exposure, Oxygen Strategies, and Air Cutting Tradeoffs
At 12 kW and above, assist gas strategy becomes a meaningful cost driver.
Nitrogen is often preferred for oxide-free edges in stainless and for weld-ready carbon steel parts. As wattage increases, gas flow rates and total consumption can rise, particularly in thicker material. If a shop already has high nitrogen usage, moving from 12 kW to 20 kW without renegotiating bulk supply or optimizing cut parameters can erode margin gains.
Oxygen cutting remains common for thick mild steel where some oxide is acceptable or removed downstream. In these scenarios, higher wattage can shorten cycle time without proportionally increasing nitrogen exposure.
Compressed air strategies may work for certain thin or mid-range applications, but they do not replace nitrogen in all quality-sensitive work. Midwest structural and heavy equipment shops should model cost per part by material type and edge requirement rather than assuming wattage alone improves economics.
Utilization Is Everything: Automation, Towers, and Reducing Idle Time
Higher wattage only produces return when the beam is on.
HSG platforms support shuttle tables, automated loading systems, and material storage towers that reduce manual handling and sheet changeover time. In many Midwest facilities, especially single-shift operations, automation is the multiplier that allows a 15 kW or 20 kW machine to outperform two lower-power systems in total daily output.
Without automation, idle time during loading, sorting, and skeleton removal can dilute the theoretical speed advantage of higher power. Fabricating & Metalworking Magazine frequently highlights that material handling and part flow, not just laser speed, define true throughput.
For shops in Illinois and Iowa facing labor shortages, shift consolidation can also be part of the ROI model. A higher-power laser paired with basic automation can reduce overtime or eliminate a second shift dedicated to thick plate cutting, improving overall labor efficiency.
Facility Reality Check: Power, Chillers, Extraction, and Floor Layout
Moving from 12 kW to 15 kW or 20 kW affects more than cycle time.
Higher-power fiber systems require sufficient three-phase electrical service, robust cooling capacity, and properly engineered fume extraction. OEM documentation from HSG emphasizes integrated system architecture, but Midwest facilities still need to confirm transformer capacity, available amperage, and floor space for chillers and dust collection.
Extraction requirements increase with plate thickness and production volume. In structural steel environments, airflow, filtration, and duct routing must be sized for sustained heavy cutting, not intermittent light-gauge work.
Floor layout also matters. Larger-format plate systems and automation towers require clear material flow paths and adequate staging for incoming sheets and finished parts. Budgeting for facility upgrades alongside the laser itself is essential to avoid underestimating total investment.
12 kW vs 20 kW Decision Scenarios for Midwest Structural and Heavy Equipment Shops
For many Midwest structural fabricators, 12 kW remains the financially responsible choice when work is mixed and thick plate is periodic rather than dominant. It offers strong capability across carbon steel, stainless, and aluminum while keeping electrical and gas exposure more controlled.
Fifteen kilowatts often represents a middle ground for operations that frequently process one inch plate but do not run extreme thickness daily. It provides additional headroom without fully stepping into the infrastructure demands of the highest-power systems.
Twenty kilowatts becomes compelling when:
- Thick mild steel above one inch is cut daily.
- Batch sizes are large enough to keep the machine consistently loaded.
- Downstream welding and forming can absorb faster cut output.
- Automation is implemented to maintain high utilization.
In these environments, cycle time reductions can relieve chronic bottlenecks and increase shipped tonnage per shift. In lighter-mix job shops, however, the additional capacity may sit underutilized, raising capital cost and utility demand without proportional revenue growth.
Conclusion: Matching Wattage to Real Throughput, Not Brochure Maximums
For Illinois, Iowa, and greater Midwest fabricators, the decision between 12 kW, 15 kW, and 20 kW HSG fiber lasers should start with a workload audit, not a specification sheet.
Key decision triggers include the percentage of work above one half inch, the frequency of one inch and thicker mild steel, nitrogen exposure, shift structure, and automation readiness. Higher wattage strengthens ROI when it removes a sustained bottleneck in thick plate processing and when facility infrastructure supports stable operation.
When thick plate is occasional, 12 kW often provides the better financial balance. When heavy plate is daily and automation keeps utilization high, 15 kW or 20 kW can become a strategic advantage for structural contractors, heavy equipment manufacturers, and contract shops across the Midwest.
For buyers evaluating new or used HSG systems, a disciplined review of material mix, floor space, electrical capacity, and labor strategy will determine whether stepping up in power drives measurable return or simply increases fixed cost.
Related Video
GX High Power Bus Sheet Fiber Laser Cutting Machine by Mac Tech