Determining the Right Part Volume and Wall Thickness for Upgrading to a 6000 W Tube Laser in Metal Fabrication
In the fast-paced world of metal fabrication, production managers know that delivering top-quality parts on time is all about making the right decisions on equipment and processes. Whether you’re facing tighter deadlines, ramping up output, or taking on new types of parts, upgrading your laser cutting technology raises critical questions. The 6000 W tube laser marks a major step forward in both speed and flexibility—but it’s vital to understand exactly when this investment pays off. Let’s break down the practical aspects of part volume, wall thickness, and related factors, to help your shop take decisive, cost-effective action.
Understanding the Capabilities of a 6000 W Tube Laser in Metal Fabrication
Upgrading to a 6000 W tube laser means harnessing much greater cutting power than typical lower-wattage machines. This power boost directly translates to faster cutting speeds, smoother edges, and the ability to handle thicker wall materials effortlessly. For operations managers, this means less waiting per job, less finishing work, and fewer downstream bottlenecks.
From a sales perspective, being able to promise shorter lead times and more complex geometries often leads to more new orders and better customer retention. Machines such as the Mazak FG-220 DDL, Bystronic ByTube Star 130, or Trumpf TruLaser Tube 7000 Fiber are excellent candidates at this wattage, excelling in high-mix, high-volume production. Shops facing repeat orders or batch runs with demanding timelines should look to this class of machinery.
Technically, keep in mind that power alone isn’t everything; software, tube handling automation, and stable fixturing are equally important to unlock full productivity. The ideal assembly process leverages the machine’s high throughput, combining raw material loading, in-line measurement, and automatic offloading—resulting in fewer setups and less manual intervention.
Assessing Optimal Part Volume for High-Power Laser Utilization
One of the most common questions is, “How many parts do I need to justify a 6000 W tube laser?” The answer largely depends on job mix and workflow. For shops with frequent large orders—especially those producing thousands of parts in a month—a 6000 W laser quickly pays for itself by slashing cycle times. Small batch or prototype work normally fits better with a lower power laser due to cost differences, unless those prototypes involve thick or complex tubes.
From a sales standpoint, highlight to customers that high part volumes can now be shipped faster and with consistent quality, opening the door to bigger contracts. For shops transitioning to progressive assembly lines or lean manufacturing, the increased throughput means subassemblies can move directly to welding, coating, or packaging without delays.
Production managers should evaluate not just overall part counts, but also run time and material movement. If you’re clearing bottlenecks in the laser department, or regularly running three or more shifts to keep up, the upgrade will maximize return by freeing up both labor and machine schedules.
Establishing Effective Wall Thickness Ranges for Precision and Strength
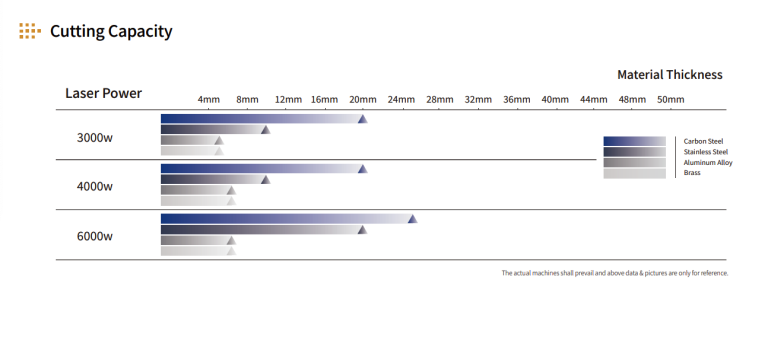
Where a 6000 W tube laser really shines is in cutting through thicker wall tubing—think structural steel frames, machine bases, and heavy-duty components. Standard tube lasers might struggle or slow down drastically with walls thicker than 6 mm; a 6000 W machine can efficiently handle up to 12–16 mm depending on material type.
From a technical standpoint, increased wattage means less burring, less heat distortion, and cleaner cuts on these challenging sections. Customers needing both precision and durability—such as those in construction, agriculture, or heavy equipment—will notice the difference in part reliability.
On the machine selection side, look for models with stable chuck systems, rigid beams, and power-optimized optics to ensure tight tolerances at any thickness. Integrating machine options like high-pressure assist gas, real-time pierce detection, and automated tube rotation also helps in maintaining cut quality and minimizing material waste.
Matching Material Types with Power and Thickness Requirements
Not all tubes are created equal: mild steel, stainless, and aluminum have different melting points and heat conductivity. The 6000 W tube laser excels particularly with mild steel at thickness, but can also handle heavy wall stainless and certain grades of aluminum given the proper settings.
Sales teams should understand that being able to quote on larger profiles and tougher alloys allows access to new markets—think transport, infrastructure, and modular building sectors, where thick-walled, high-strength materials are the norm.
Operationally, be sure to calibrate machine parameters to match not just thickness, but metallurgy and coating. Automatic nesting and cutting path optimization software will further maximize sheet and tube yield, especially important as material prices fluctuate.
Logistically, ensure raw tube bundles are staged close to the machine, and look to integrate unloading conveyors or robotic handlers to keep high-volume jobs moving seamlessly through downstream processes.
Maximizing Efficiency and Quality with Proper Design Adjustments
Upgrading your laser also means rethinking how parts are designed for manufacturability. With a 6000 W tube laser, tighter tolerances and more complex features become viable. Consider introducing slotted joints, tabs, and in-line holes that reduce secondary operations—design for laser assembly rather than post-cutting fabrication. CNC tube laser simulation in your CAD/CAM workflow is essential for validating new designs before running actual material, which saves both time and cost.
For sales objectives, being able to design smarter parts means you can pitch labor savings and stronger end-products to your clients. This can set your shop apart from competitors still reliant on manual cutting or slower setups.
Operationally, coordinate with the design and engineering teams early to ensure each new project fits your upgraded capabilities. Document new workflows to minimize training time for operators. Establish clear material input and output procedures to reduce non-cutting handling, thus maximizing the return on investment of your high-power tube laser.
FAQ
How does a 6000 W tube laser impact production costs?
The initial investment is higher, but overall costs drop due to faster cycles, less manual work, and fewer rejected parts.
Can we use this machine for low-volume jobs?
While possible, the real benefit is seen on mid-to-high volume jobs with substantial thickness—otherwise a smaller machine is more economical.
What materials work best with 6000 W lasers?
Mild steel, stainless, and thicker-walled aluminum can all benefit, especially in sizes from 4 mm up to 16 mm.
Will switching require retraining our staff?
Some retraining on machine operation and maintenance is necessary, but modern interfaces are typically user-friendly.
How does this machine affect our assembly process?
High-precision, ready-to-weld parts from the laser mean subassemblies move faster and require much less touch-up or realignment.
Are there common mistakes in upgrading?
Yes, underestimating required material handling, or failing to adjust part design to fully benefit from new technology, can limit results.
Does it improve our ability to win new contracts?
Absolutely, the upgraded capability lets you offer faster turnarounds and handle tougher jobs that competitors may have to refuse.
Upgrading to a 6000 W tube laser isn’t simply buying more power; it’s about advancing your shop’s efficiency, cost-competitiveness, and customer reach. With smart evaluation of part volumes, wall thickness, material types, and assembly flow, your investment pays off in more reliable deliveries and stronger business growth. Consider a full review of your current workflow, consult machine vendors, and work closely with your sales and design teams—the right laser, used in the right place, can drive your shop confidently into the future.
Determining the Right Part Volume and Wall Thickness for Upgrading to a 6000 W Tube Laser in Metal Fabrication